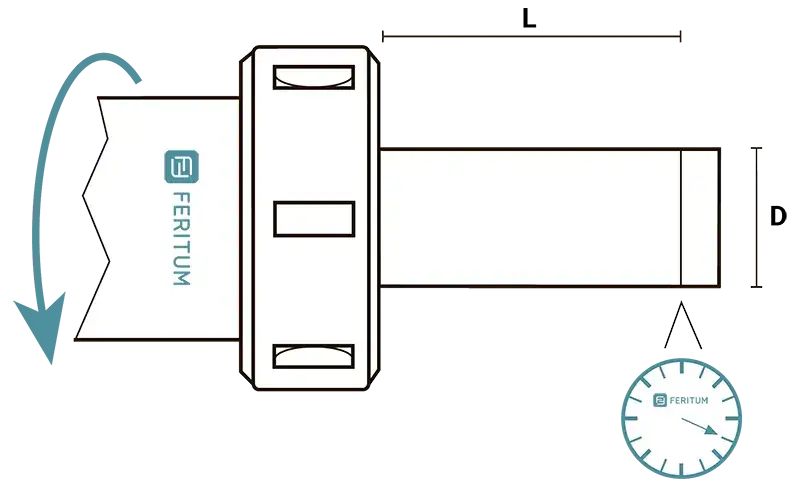
Цанги типа EOC отличаются более длинным корпусом и меньшим углом конуса — 2,5°. Они выпускаются в следующих типоразмерах: EOC16, EOC20, EOC25, EOC32, EOC40, EOC50. Используются для крепления инструментов с цилиндрическим хвостовиком. Благодаря увеличенной длине, такие цанги лучше переносят как осевые, так и радиальные нагрузки, что особенно важно при высокоскоростной обработке. Поэтому они рекомендованы к использованию при раскрое по технологии Nesting.